Switch an induction heating recipe from steel to aluminium and the results are rarely what engineers expect — slower-than-predicted heating, scorched surfaces with a still-cold core, or a system that simply cannot reach the required temperature at all. Aluminium’s electrical and thermal behaviour is fundamentally different from the ferrous metals that most induction heating intuition is built around, and treating it like “steel with a lower melting point” is the single most common and costly mistake in non-ferrous induction heating.
Induction heating for aluminium is absolutely achievable — brazing, melting, hardening, and forming aluminium with induction is standard practice across automotive, aerospace, and HVAC manufacturing — but only when frequency, power, and coil design are engineered specifically for aluminium’s metallurgical reality. This guide breaks down exactly why aluminium is difficult, what actually solves the problem, and how to apply these solutions correctly.
To understand why aluminium gives engineers so much trouble under induction heating, it helps to revisit the underlying physics. Induction heating works by inducing eddy currents in a conductive workpiece through a rapidly alternating magnetic field generated by a coil — the same principle that applies regardless of material. For a detailed explanation of this mechanism, see our foundational guide: How Does Electromagnetic Induction Work?
The amount of heat generated, and how efficiently it is generated, depends on three material properties — and aluminium scores poorly on all three compared to steel:
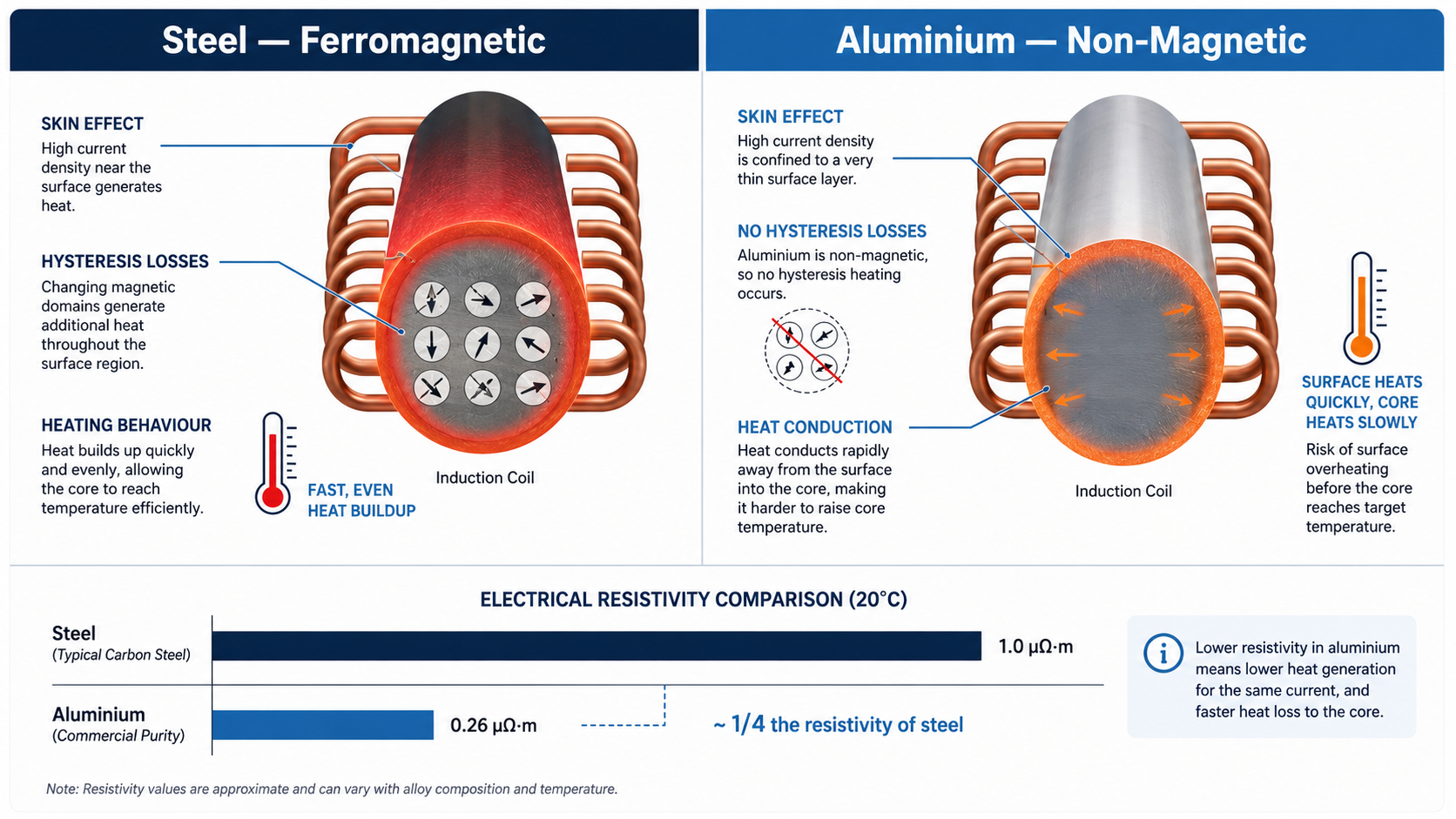
Aluminium’s electrical resistivity is approximately 2.65 microohm-cm at room temperature — roughly a quarter of mild steel’s resistivity (about 10–15 microohm-cm). Since induction heating relies on I²R losses (resistive heating from induced current), a material with lower resistivity requires substantially higher induced current to generate the same heat output. This is the single biggest reason aluminium is harder to heat than steel using the same equipment.
Steel and other ferromagnetic materials below their Curie temperature benefit from an additional heating mechanism: hysteresis losses from the rapid reversal of magnetic domains. This contributes significantly to heating efficiency in carbon and alloy steels — explained further in our guide on materials commonly used in induction hardening. Aluminium is non-magnetic (paramagnetic), so 100% of its induction heating comes from resistive (eddy current) losses alone — with no magnetic assist.
Aluminium conducts heat roughly three times faster than steel. While this sounds advantageous, it actually creates a major process control challenge: heat generated at the surface (where induced current density is highest, due to skin effect) rapidly redistributes throughout the part — making it easy to either underheat the core while the surface is correctly at temperature, or overheat and locally melt the surface while trying to bring a thick section’s core up to temperature.
Aluminium melts at approximately 660°C compared to steel’s ~1500°C. This lower target temperature partially offsets the resistivity disadvantage — but the narrow margin between target processing temperature and incipient melting (especially in heat-treatable alloys) means precision control matters even more for aluminium than for steel.
💡 Key Takeaway: Aluminium is not simply “a metal that’s harder to heat” — it requires a fundamentally re-engineered approach to frequency, power, and coil coupling. A system optimised for steel preheating will almost always underperform or fail outright on aluminium without modification.
Bringing the physics above into practical engineering terms, here are the specific problems that show up on the shop floor:
Using a frequency and power supply optimised for steel on an aluminium workpiece typically results in poor coupling efficiency — much of the input power is wasted as reactive losses rather than converted to useful heat in the part. This shows up as longer-than-expected heating times and higher energy costs per part.
The skin depth — the layer of the material where the induced current (and therefore the heat) is concentrated — depends on frequency and the material’s resistivity and permeability. Because aluminium’s resistivity is lower, its skin depth at a given frequency is shallower than steel’s at the same frequency. Using a frequency selected for steel section thickness on aluminium often concentrates heat in too thin a surface layer, risking localized melting before the bulk of the part reaches temperature. For background on this relationship, see: Low vs High Frequency Induction Heating — Which Is Right for Your Application?
Aluminium’s combination of high thermal conductivity and a relatively low melting point creates a narrow operating window. Once a localized hot spot forms — often at sharp corners, thin sections, or points of tighter coil coupling — the temperature can escalate quickly toward melting before manual or basic control systems can respond. Thin-walled aluminium components (heat exchanger fins, automotive brackets, HVAC tubing) are especially prone to warping and distortion from uneven heating.
Aluminium forms a thin, tenacious oxide layer (Al₂O₃) almost instantly on exposure to air. This oxide layer has different electrical and thermal properties from the base metal and can interfere with brazing filler metal flow and wetting if not properly managed with flux or controlled atmosphere — a consideration unique to aluminium that does not apply to most steel induction heating applications.
Unlike structural steels, where carbon and alloy content vary along a relatively narrow resistivity range, aluminium alloys vary significantly in electrical conductivity depending on their alloying elements — pure aluminium, 6061, 7075, and cast aluminium alloys all respond differently to the same induction heating parameters. Process recipes developed for one alloy series frequently underperform when applied to another without adjustment.
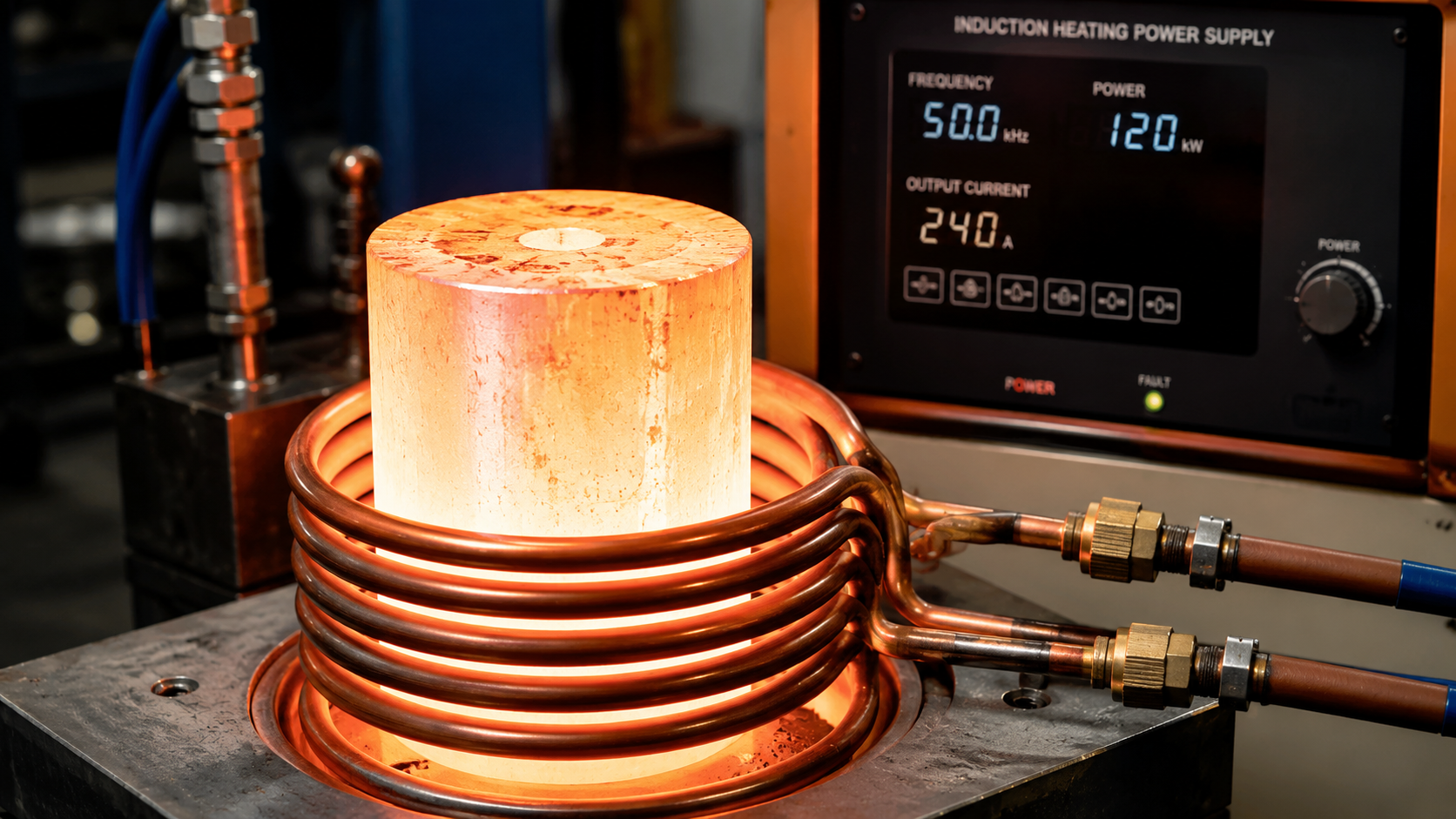
Frequency is the single most important parameter to re-engineer when moving from steel to aluminium induction heating. The goal is to select a frequency that produces a skin depth appropriate for the section thickness being heated — deep enough to avoid surface-only heating and thermal runaway, but not so deep that coupling efficiency collapses.
| Application / Section Thickness | Typical Frequency Range | Rationale |
|---|---|---|
| Thin sheet / foil brazing (< 2mm) | 50–200 kHz | Shallow, controlled heating prevents distortion of thin sections |
| Tube / pipe joints, small components (2–10mm) | 10–50 kHz | Balanced penetration for typical brazing and assembly joints |
| Medium bar / billet sections (10–50mm) | 1–10 kHz | Deeper penetration needed for bulk heating before excessive surface temperature |
| Large billets / melting applications (> 50mm) | 50 Hz–1 kHz | Low frequency maximizes through-thickness penetration for large mass |
These figures are starting points, not fixed rules — actual optimal frequency depends on the specific alloy’s resistivity, the precise geometry, and whether the goal is surface, through, or bulk heating. This nuanced frequency-thickness relationship is explored in more depth in our guide: Low vs High Frequency Induction Heating.
⚠️ Engineering Note: Because aluminium’s resistivity is roughly a quarter of steel’s, the skin depth at any given frequency is roughly twice as deep in aluminium as it would be in steel at the same frequency. This means engineers transferring a “tried and tested” steel frequency setting directly to aluminium will typically need to move to a noticeably lower frequency to achieve comparable penetration depth for an equivalent section thickness.
Because of aluminium’s low resistivity, achieving a given heating rate requires substantially more induced current — and therefore more apparent power from the induction power supply — than the same mass of steel heated to the same temperature rise, despite aluminium’s lower specific heat and melting point partially offsetting this.
As a general engineering rule of thumb, expect to specify 1.5 to 2 times the power rating for an aluminium heating application compared to an equivalent steel application of similar mass and target temperature rise, when working at comparable frequencies and heating speeds. This is driven primarily by the lower coupling efficiency between the coil and a low-resistivity, non-magnetic workpiece.
Key variables to include in power calculation for aluminium:
For a structured framework on selecting power output appropriate to your specific application, refer to our detailed guide: How to Choose the Right Induction Heater and How to Select an Induction Heater for Steel Heat Work (the underlying sizing principles transfer directly, with the aluminium-specific multipliers above applied).
Coil design is where many aluminium induction heating projects succeed or fail in practice. Because aluminium’s low resistivity reduces induced current efficiency, coil geometry has an outsized impact on overall process efficiency compared to steel applications.
Magnetic field strength — and therefore induced current density — falls off rapidly with distance from the coil. For aluminium, where every percentage point of coupling efficiency matters more due to the inherent resistivity disadvantage, keeping the coil-to-workpiece air gap as tight as practically possible (while maintaining safe clearance and allowing for thermal expansion) is critical.
Custom-profiled coils that closely follow the contour of complex aluminium parts — automotive brackets, heat exchanger headers, cast housings — deliver substantially better coupling than generic helical coils with large standoff gaps. The principles covered in our dedicated guide on induction heating coil design apply directly here, with the added emphasis that coupling efficiency matters more for aluminium’s lower-resistivity heating profile.
Increasing the number of coil turns per unit length increases the magnetic field intensity for a given current — partially compensating for aluminium’s lower resistivity. This must be balanced against the coil’s electrical characteristics and the power supply’s voltage and current capability.
Because aluminium heating circuits often run at higher current for a given power output (a consequence of lower coupling efficiency and the need for tighter coil geometry), robust water-cooled copper tube coil construction is standard practice — both for coil longevity and to maintain consistent electrical performance throughout extended production runs.
Given aluminium’s narrow margin between target processing temperature and incipient melting — particularly for heat-treatable alloys — precise, closed-loop temperature control is far more critical than in most steel induction heating applications.
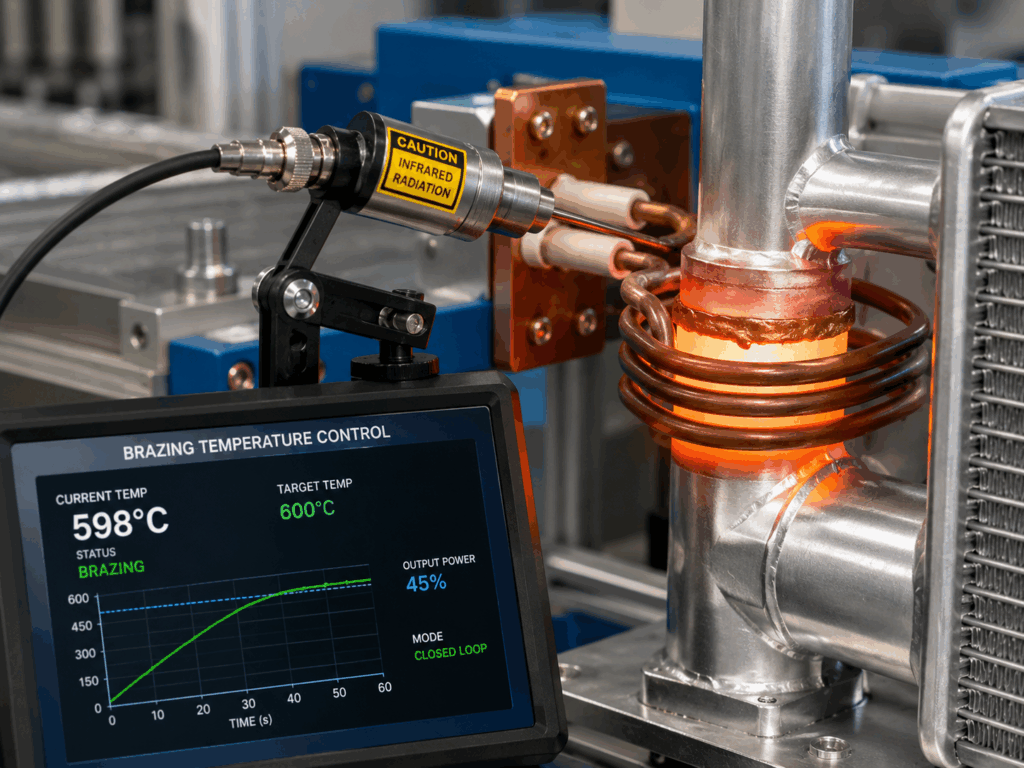
Real-time temperature feedback — via contact thermocouples for steady-state processes or non-contact infrared pyrometers for fast cycle applications — allows the induction power supply to automatically modulate power output as the target temperature is approached, preventing thermal overshoot. This same closed-loop principle, covered in depth in our guide to smart induction heating, becomes essential rather than optional when working with aluminium’s narrower thermal processing window.
Rather than applying continuous full power until target temperature is reached, many aluminium applications benefit from a stepped or pulsed power profile — higher power during initial heating to overcome aluminium’s coupling inefficiency, followed by reduced power as the part approaches target temperature, allowing thermal conduction to even out the temperature profile across the section without risking localized surface melting.
For thicker aluminium sections, a brief soak period at reduced power after reaching surface target temperature allows aluminium’s high thermal conductivity — normally a control challenge — to work in the engineer’s favour, equalizing temperature throughout the section before the heating cycle ends.
For induction brazing of aluminium, appropriate flux application or a controlled (often nitrogen) atmosphere is required to manage the native oxide layer and ensure proper filler metal wetting — a process step that has no direct equivalent in most ferrous induction heating applications.
Aluminium has become central to automotive lightweighting strategies — engine blocks, transmission housings, chassis components, and heat exchangers increasingly use cast and wrought aluminium alloys. Induction heating supports aluminium brazing of radiators and condensers, preheating for forming and stamping operations, and localized heat treatment of structural components. Explore the broader context of induction heating in this sector: Induction Heater for the Automotive Industry.
High-strength heat-treatable aluminium alloys (2xxx and 7xxx series) used in aerospace structural components require precise solution heat treatment and aging cycles. Induction’s rapid, repeatable, closed-loop temperature control is increasingly preferred over batch furnace processing for component-level heat treatment where cycle time and temperature uniformity directly affect mechanical property consistency.
Aluminium fin-and-tube heat exchangers, microchannel condensers, and brazed aluminium assemblies in HVAC equipment are produced at high volume using induction brazing — valued for its speed, repeatability, and the ability to integrate directly into automated production lines.
Aluminium components feature prominently in renewable energy hardware — from solar panel mounting structures to wind turbine nacelle components — where induction heating supports both joining and forming processes. See our dedicated guide on induction heating applications in renewable energy for broader context.
Preheating aluminium billets prior to forging or extrusion requires precise, uniform temperature to avoid the cracking and inconsistent grain flow that result from uneven heating. The fundamental forging principles covered in our guide What is Induction Forging? apply to aluminium forging operations, with the frequency and power adjustments detailed in Sections 3 and 4 above.
Shrink fitting and interference assembly of aluminium components — common in lightweight automotive and aerospace assemblies — follows the same principles outlined in our guide to induction heating for shrink fitting, again with aluminium-specific frequency and power considerations applied. Bushing and bearing removal from aluminium housings also benefits from induction’s precise, localized heat — see How to Heat Bushings Easily and Safely and Induction Heating for Bearing Removal.
Seized fasteners in aluminium housings present a particular challenge — aluminium’s relatively low melting point and the risk of galling between dissimilar-metal fasteners make controlled, localized heating essential. Our practical guide How to Use Induction Heating for Bolt Removal covers techniques directly applicable to aluminium assemblies.
Not all aluminium alloys respond identically to induction heating. Alloying elements change electrical resistivity, thermal conductivity, and — critically for heat treatment applications — the solidus (incipient melting) temperature that defines the upper safety limit of any heating process.
| Alloy Series | Typical Use | Induction Heating Consideration |
|---|---|---|
| 1xxx (Pure Al) | Electrical conductors, foil | Highest conductivity of all series — lowest power efficiency, fastest heat conduction away from heated zone |
| 2xxx (Al-Cu) | Aerospace structural (2024, 2014) | Heat-treatable; narrow solution treatment window requires precise closed-loop control |
| 5xxx (Al-Mg) | Marine, automotive panels | Not heat-treatable by precipitation; primarily relevant for brazing/forming heat |
| 6xxx (Al-Mg-Si) | Automotive, structural extrusions (6061, 6063) | Most common heat-treatable series for induction solution heat treatment and aging |
| 7xxx (Al-Zn) | Aerospace high-strength (7075) | Highest strength but narrowest safe processing window — requires tightest temperature control |
| Cast Alloys (3xx series) | Engine blocks, housings | Variable composition affects resistivity; porosity can create uneven heating response |
This alloy-specific variability is conceptually similar to the material-dependent considerations already established for ferrous induction hardening applications — see our reference guide Materials for Induction Hardening for the equivalent steel-side framework, and What is the Induction Hardening Process? for process fundamentals that inform how alloy chemistry should shape your heating recipe.
Selecting induction heating equipment for aluminium applications requires evaluating the same fundamental criteria used for any industrial induction system — power, frequency range, coil flexibility, and control sophistication — but weighted specifically toward aluminium’s demands.
Given the wide frequency range that different aluminium applications demand (from sub-1 kHz billet heating to over 100 kHz thin-sheet brazing), a system with variable or selectable frequency output offers far greater versatility than a fixed-frequency unit designed primarily for a narrow steel application range.
As established in Section 4, aluminium applications typically demand 1.5–2x the power of an equivalent steel application. Specify power capacity with this multiplier in mind from the outset, rather than discovering the shortfall after installation. Our guide on Induction Heater vs Gas Torch for Industrial Heating offers additional context on power-output decision-making relevant to non-ferrous applications.
Given aluminium’s narrow safe processing windows, prioritize systems offering integrated thermocouple or pyrometer feedback with automatic power modulation — covered in our guide to Smart Induction Heating — over simple open-loop timer-based systems.
For broader context on selecting versatile induction heating equipment suitable for varied materials including aluminium, see our comprehensive resource: Best Induction Heater for Industrial Applications.
Vivid Metrawatt’s induction heating systems serve aluminium processing applications across our global distribution network, including India, USA, Germany, and UAE — supporting automotive, aerospace, and HVAC manufacturers working with both ferrous and non-ferrous metals.
Aluminium has very low electrical resistivity (about a quarter of mild steel’s) and is non-magnetic, meaning it lacks the hysteresis heating effect that contributes significantly to heating ferrous metals. This combination means aluminium requires much higher induced currents and typically a re-engineered frequency to heat efficiently, and its high thermal conductivity rapidly redistributes heat — making it easy to overheat the surface before the core reaches temperature.
For most aluminium heating applications, frequencies in the range of roughly 1 kHz to 50 kHz are used depending on section thickness — thicker sections use lower frequencies in this range for better through-thickness penetration, while thin sheet, brazing, and surface applications use higher frequencies for shallower, more controllable heating. Large billet and melting applications may use sub-1 kHz frequencies.
Yes. Induction heating is widely used for aluminium brazing in HVAC, automotive, and aerospace component manufacturing. It provides fast, localized, and repeatable heating that allows braze filler metal to flow precisely at the joint without overheating surrounding thin-walled sections, which are highly prone to distortion if heated incorrectly.
Yes. Induction heating is used for solution heat treatment and artificial aging of heat-treatable aluminium alloys (2xxx, 6xxx, and 7xxx series), offering precise, rapid, repeatable temperature control. Because aluminium has a narrow processing window between solution temperature and incipient melting, induction’s tight closed-loop control is a significant advantage over batch furnace heating.
Aluminium typically requires roughly 1.5 to 2 times more power than an equivalent steel section due to its lower resistivity, despite aluminium’s lower melting point. Power requirements depend on mass, target temperature, required heating speed, and section geometry — always calculate using aluminium’s specific resistivity and density values rather than steel-based assumptions.
Aluminium induction heating typically requires tighter coil-to-workpiece coupling (a smaller air gap) than steel, because aluminium’s lower resistivity reduces induced current efficiency. Multi-turn helical coils with reduced spacing, or custom-profiled coils closely following complex part geometry, deliver the best efficiency. Water-cooled copper tube coils are standard, since aluminium circuits often run at higher current.
Induction heating for aluminium is not a fringe application — it is a mature, well-established process powering automotive lightweighting, aerospace component manufacturing, and high-volume HVAC production worldwide. But it only works reliably when engineers respect the metallurgical reality that makes aluminium fundamentally different from steel: low resistivity demanding more power and re-engineered frequency, the absence of magnetic heating assist, high thermal conductivity that both challenges and assists temperature control depending on how it is managed, and a narrow safe processing window that punishes imprecise control far more severely than steel does.
The solutions are well-defined and field-proven: select frequency based on actual skin-depth requirements for the section thickness in question, size power capacity at 1.5–2x the equivalent steel requirement, design coils for tight coupling efficiency, and implement closed-loop temperature feedback wherever the application’s safety margin demands it. Applied correctly, induction heating delivers aluminium processing results — in brazing, heat treatment, forming, and assembly — that flame heating and furnace batch processing simply cannot match for speed, repeatability, and precision.
Whether your application is automotive heat exchanger brazing, aerospace component heat treatment, or general aluminium fabrication and assembly, the engineering principles outlined in this guide provide the foundation for a successful induction heating process.
From brazing and heat treatment to forming and assembly, Vivid Metrawatt’s variable-frequency induction heating systems are engineered for precision, efficiency, and repeatable results.