
Every weld crack you have ever seen on a structural joint, pipeline, or pressure vessel had a root cause — and more often than not, that cause was a rapid or uncontrolled thermal gradient. Welding without the right preparation is like pouring boiling water into a cold glass: the shock causes fractures. In high-stakes industrial environments, those fractures can cost lives, millions in repairs, and catastrophic downtime.
Induction preheating in welding is the precision-engineered solution that eliminates this risk — heating the base metal uniformly before the first arc strikes, controlling the thermal environment, and ensuring every weld meets the structural integrity standards demanded by modern industry.
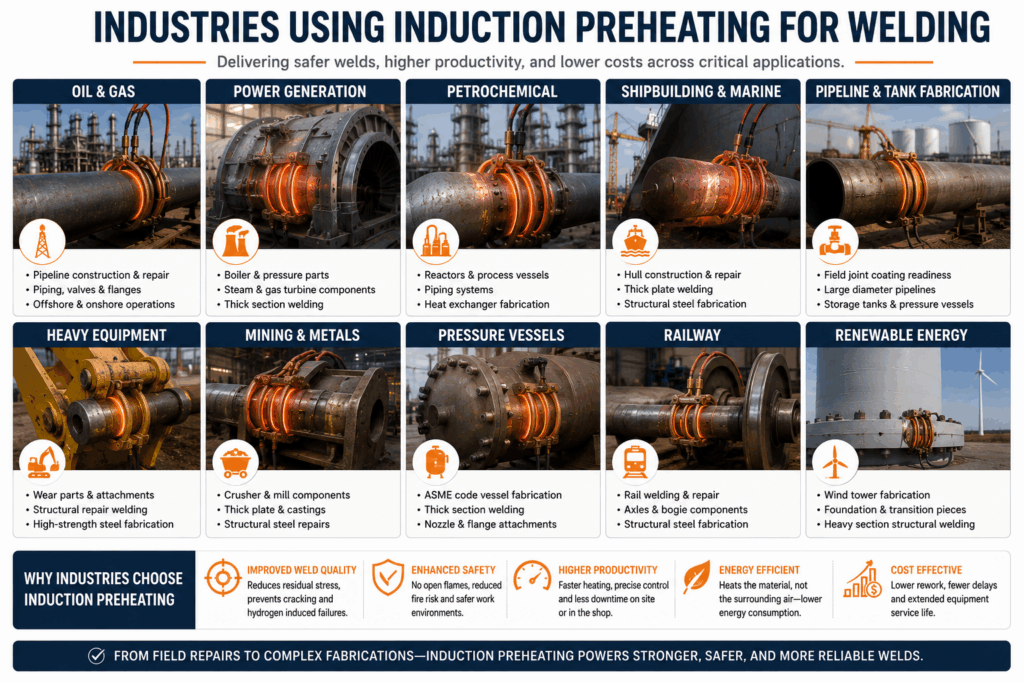
This guide explains what induction preheating is, how it works, why it outperforms conventional methods, and why leading fabricators across oil & gas, shipbuilding, railways, and heavy engineering now treat it as a non-negotiable step in their welding process.
Induction preheating is the process of using electromagnetic induction to raise the temperature of a metallic workpiece to a specified level before welding begins. Unlike open-flame torches or resistance heating blankets, induction preheating generates heat directly within the metal itself through eddy currents induced by a rapidly alternating magnetic field — making it the most efficient and controllable preheating technology available.
At its core, induction preheating is governed by Faraday’s Law of Electromagnetic Induction. A copper coil carrying alternating current is placed around or near the workpiece. This creates a time-varying magnetic field, which induces electrical eddy currents in the conductive metal. These eddy currents flow against the material’s natural electrical resistance and generate heat — precisely, rapidly, and without direct contact.
To understand the physics in depth, explore: How Electromagnetic Induction Works
💡 Key Takeaway: Induction preheating heats the metal from within — not from outside. This means faster, more uniform temperature distribution with zero risk of surface oxidation from open flames.
How Does Induction Preheating Work?
The induction preheating process follows a precise and repeatable sequence:
The depth of heating (skin depth) is controlled by frequency — lower frequencies heat deeper into thick sections, while higher frequencies are suited to surface hardening or thin materials.
Read more: Low vs High Frequency Induction Heating — Which is Right for Your Application?
The coil design is the single most influential factor in how effectively heat is delivered to the weld zone. A poorly designed coil wastes energy, creates hot spots, and undermines the entire quality goal. Well-engineered coils — designed for the specific geometry and metallurgy of the workpiece — deliver uniform, repeatable heat patterns.
Deep-dive: Induction Heating Coil Design — What Engineers Need to Know
Skipping preheat on high-carbon or alloy steels is one of the most expensive mistakes a fabricator can make. Here is exactly why induction preheating in welding is not optional — it is a technical necessity.
When steel is welded, atomic hydrogen from moisture, flux, or consumables can become trapped in the heat-affected zone (HAZ). In cold metal, this hydrogen has no escape route and creates immense internal stress — resulting in delayed cracking that may not manifest for hours or even days after welding. Preheating slows the cooling rate, giving hydrogen time to diffuse out of the metal safely.
This is the single most critical reason preheat is mandated for medium and high-carbon steels, chromium-molybdenum alloys, and stainless steels.
The weld pool temperature during arc welding can exceed 1,500°C. When this intense heat meets cold base metal — especially in winter or outdoor environments — the extreme temperature differential causes severe thermal shock, leading to warping, distortion, and dimensional inaccuracy. Preheating narrows this temperature gap, dramatically reducing residual stress and distortion in the finished component.
A preheated surface allows the molten weld metal to wet the base material more effectively, improving fusion and penetration. This directly translates to stronger welds with better tensile strength, toughness, and fatigue resistance — all of which are measured in post-weld mechanical testing.
Rapid cooling after welding can cause the HAZ to become extremely hard and brittle — a condition known as martensite formation. Preheating slows the cooling rate (increasing the t8/5 time), preventing the formation of hard martensitic microstructures and resulting in a tougher, more ductile weld zone.
Related reading: Materials for Induction Hardening — Understanding Steel Microstructure
International standards — including AWS D1.1, EN 1011, and BS EN ISO 13916 — explicitly mandate preheat for specific material grades and thicknesses. Non-compliance is not just a quality risk; it is a regulatory and liability risk that can invalidate weld certifications and void quality assurance documentation.
Also relevant: What is the Induction Hardening Process — Metallurgical Principles Explained
⚠️ Industry Insight: According to welding engineering data, over 60% of weld failures in structural steel involve hydrogen cracking — nearly all of which could have been prevented with proper preheating. This is not a secondary quality step. It is primary structural insurance.
Not all preheating methods are created equal. Here is a direct comparison of the three most common approaches used in industrial welding:
| Parameter | Induction Preheating | Flame Preheating | Resistance Preheating |
|---|---|---|---|
| Heat Speed | Very Fast (minutes) | Moderate | Slow |
| Temperature Accuracy | ±5°C | ±30–50°C | ±10–20°C |
| Energy Efficiency | High (85–95%) | Low (30–40%) | Moderate (60–70%) |
| Open Flame Risk | None | High | None |
| Portability | High | Moderate | Low |
| Ideal For | Thick steel, pipelines, pressure vessels | General site work | Large flat structures |
Explore the full comparison: Induction Heating vs. Resistance Heating — Which Delivers Better Results?
Pipeline welding for hydrocarbons is arguably the most demanding application for preheat control. High-pressure pipelines made from API 5L X60, X65, or X70 grade steels require precise temperature management to prevent weld cracking in buried or offshore environments where repair is extremely costly. Induction preheating enables the controlled thermal conditions these critical welds demand.
Explore solutions: Best Induction Heater for Industrial Applications — Complete Buyer’s Guide
Boilers, heat exchangers, and pressure vessels fabricated from chrome-molybdenum steels (Cr-Mo, P91, P92) are prime candidates for induction preheating. These materials are highly susceptible to reheat cracking and require tight inter-pass temperature management throughout the entire welding sequence.
Rail track welding requires precise preheat to ensure fatigue-resistant joints capable of withstanding millions of load cycles. In cold climates, the risk of hydrogen cracking in unpreheated rail joints is especially high.
Related article: Best Induction Heating Solutions for Railways
Marine-grade steels and thick hull plates require careful preheat management. Induction systems are particularly valuable in shipbuilding because they eliminate the fire and explosion risk that open flames pose in the presence of fuel vapours and confined bilge spaces.
From chassis welds to axle manufacturing, automotive and heavy equipment OEMs rely on induction preheating for consistency in high-volume production. The repeatability of induction heating aligns perfectly with statistical process control (SPC) requirements in ISO/TS 16949 automotive quality systems.
Discover more: Induction Heater for the Automotive Industry
Selecting the right equipment is not simply a matter of power rating. These are the critical parameters that define system suitability:
Power determines how quickly the system can raise the metal to the required temperature. Larger sections, thicker walls, and higher target temperatures require more power. Vivid Metrawatt offers a full range from portable units to high-capacity systems:
The operating frequency of the induction heater determines the depth of heat penetration. Medium frequencies (1–10 kHz) are ideal for preheating thick steel sections, while higher frequencies are used for surface hardening or brazing.
Flexible coil cables are essential for complex joint geometries — pipe welds, T-joints, and nozzle welds in pressure vessels. Rigid coils suit repetitive, consistent geometries in production environments.
Learn more: Induction Heating Coil Design — Engineering for Performance
Modern induction preheating systems integrate with thermocouple feedback loops and PLC-based temperature controllers, allowing closed-loop control that automatically maintains the specified inter-pass temperature range. This removes the manual variability that plagues torch preheating.
See also: Smart Induction Heating — Precision and Efficiency for Industry
Essential safety requirements for industrial induction preheating equipment include over-temperature protection, insulation fault detection, cooling system monitoring, and short-circuit protection.
Critical read: Safety Features of Induction Heaters — A Complete Guide
The following internationally recognised standards specify preheat requirements. Compliance is mandatory for structural, pressure, and critical service welds:
All of the above standards share a common principle: the preheat temperature must be determined by the material’s carbon equivalent (CE), section thickness, heat input, and hydrogen level of the consumables. Induction preheating’s precision and repeatability make it the preferred method for demonstrating compliance with these exacting requirements.
🔗 Related Application: Induction heating is also widely used in forging applications that precede welding in the fabrication sequence. Learn more: What is Induction Forging?
The required preheat temperature depends on the material’s carbon equivalent (CE), section thickness, and welding process. For mild steel, 50°C may suffice. For medium-carbon and alloy steels, temperatures of 150°C to 300°C are common. High-alloyed Cr-Mo steels may require 250°C to 400°C. Always calculate preheat in accordance with EN 1011-2, AWS D1.1, or the applicable design standard.
Preheat is the temperature achieved before welding begins. Inter-pass temperature is the temperature of the weld zone between consecutive passes in multi-run welding. Both must be controlled — inter-pass is typically specified with a maximum value (to prevent overheating) rather than a minimum.
Yes, with care. Austenitic stainless steels generally require lower preheat temperatures (if at all) — typically below 150°C — to avoid sensitisation. Induction heaters’ precise temperature control makes them safer for stainless steel preheating than torch methods.
Induction preheating is applied before and during welding to prevent cracking and control the HAZ microstructure. Post-weld heat treatment (stress relief or normalising) is applied after welding to relieve residual stresses and improve mechanical properties. The same induction heating equipment can often be used for both processes.
High-carbon steels (CE > 0.45), chromium-molybdenum steels (P91, P22), quenched and tempered steels, cast iron, and thick structural sections (> 25 mm) are most sensitive to cold cracking and benefit most from induction preheating.
Vivid Metrawatt Global manufactures and supplies induction heaters across India — including major industrial hubs such as Pune, Mumbai, Chennai, Bangalore, Hyderabad, and Kolkata.Find a supplier near you: Induction Heater Manufacturer & Supplier in India
Induction preheating in welding is not a luxury. It is an engineering discipline that directly determines whether a weld will perform under load, resist fatigue, and remain sound over its intended service life. From oil & gas pipelines in harsh environments to structural steelwork in high-rise buildings, the stakes of getting preheating wrong are too high to leave to guesswork.
Induction preheating outperforms flame and resistance methods on every measurable metric: speed, uniformity, energy efficiency, safety, and repeatability. As fabrication standards tighten and quality expectations rise, induction has become the default choice for engineers who understand the science and the stakes.
Vivid Metrawatt Global brings over a decade of precision engineering to its induction heating product range — from portable, field-ready units to high-capacity industrial systems — all backed by expert technical support and global supply capability.
Whether you are specifying a system for a pipeline project, a pressure vessel shop, or a structural fabrication facility — the right induction preheating solution exists for your application. The question is not whether to preheat. It is how precisely you want to control it.
Discover Vivid Metrawatt’s industry-leading induction preheating and induction heating solutions — engineered for precision, safety, and peak efficiency.
Available in India | USA | UAE | Germany | Australia | Saudi Arabia & worldwide.