
You have completed a technically demanding weld on a pressure vessel or high-alloy pipeline — every pass carefully controlled, every parameter logged. And yet, without post-weld heat treatment, that weld is a liability. Residual stresses locked into the metal during welding, hydrogen trapped in the heat-affected zone, and hardened martensitic microstructures are all silently waiting for the right service conditions to trigger failure. PWHT is not a finishing step — it is a structural necessity. And when it comes to performing it with precision, safety, and efficiency on real-world industrial components, induction heating for PWHT stands in a class of its own.
📋 Table of Contents
Post-weld heat treatment (PWHT) is a controlled thermal cycle applied to a welded joint and its surrounding base metal after welding operations are complete. The process involves three distinct stages:
PWHT is fundamentally distinct from induction preheating in welding, which is applied before and during welding to control the thermal environment and prevent hydrogen cracking. PWHT addresses the residual stresses and metallurgical conditions that persist after welding is complete. The same induction heating equipment can perform both — a major efficiency advantage explored in detail below.
To understand the physical mechanism that makes induction an ideal heat source for PWHT, see our guide: How Does Electromagnetic Induction Work?
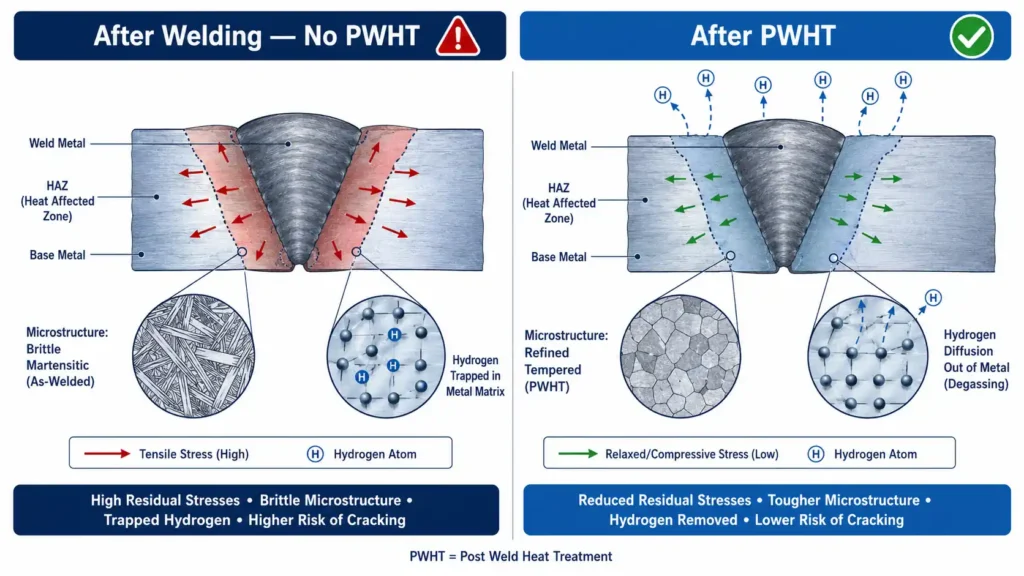
When metal is welded, it does not simply join two pieces of steel — it creates a complex thermal event that leaves lasting mechanical and metallurgical consequences. Understanding why PWHT is required means understanding these consequences:
During welding, the weld pool and adjacent base metal experience enormous temperature gradients. As the molten pool solidifies and cools, it contracts. But the surrounding cold metal constrains this contraction — creating locked-in tensile residual stresses in the weld and heat-affected zone (HAZ) that can reach the material’s yield strength. These stresses:
PWHT allows the steel to creep and relax at elevated temperature — redistributing and substantially reducing these residual stresses without compromising the mechanical properties established during welding.
While preheating reduces hydrogen ingress during welding, some atomic hydrogen inevitably remains in the HAZ. PWHT at temperatures above 300°C accelerates hydrogen diffusion out of the steel, preventing delayed hydrogen-induced cracking (HIC) — also called cold cracking — which can manifest hours or days after welding is complete.
Rapid cooling in the HAZ can produce hard, brittle martensitic microstructures — especially in medium and high-carbon steels, chromium-molybdenum alloys, and quenched and tempered steels. PWHT tempers this martensite: reducing hardness, improving toughness (Charpy impact values), and restoring ductility. This is critical for materials that will operate in low-temperature or dynamic-load service environments.
For a deeper understanding of the metallurgical mechanisms involved, read: What Are the Common Materials for Induction Hardening?
Components that require precision machining after welding — such as pressure vessel flanges, turbine casings, and heavy equipment housings — must undergo PWHT before machining begins. Without stress relief, the release of residual stresses during machining causes unpredictable dimensional changes, ruining tolerances that may take days of precision work to achieve.
Certain service environments make PWHT not just beneficial but mandatory:
The PWHT cycle is not a single temperature — it is a precisely engineered thermal profile governed by material type, section thickness, applicable code, and service requirements. Here are the key parameters:
| Material / P-Number | Common Grade | PWHT Temp Range | Key Standard |
|---|---|---|---|
| P1 — Carbon Steel | SA-106 Gr B, SA-516 Gr 70 | 595–650°C | ASME VIII Div 1, UCS-56 |
| P4 — 1.25Cr-0.5Mo | SA-335 P11 | 700–745°C | ASME B31.1, UCS-56 |
| P5A — 2.25Cr-1Mo | SA-335 P22 | 700–760°C | ASME B31.3, API 582 |
| P5B — 9Cr-1Mo-V (P91) | SA-335 P91 | 730–790°C | ASME Section I, EN 1011-2 |
| P15E — 9Cr-2W (P92) | SA-335 P92 | 730–800°C | ASME Section I |
Heating rate is critical — heating too fast creates additional thermal stresses; too slow wastes time and energy. Most codes prescribe a maximum heating rate of 55–220°C/hour above 315°C, calculated as: 220°C/hr ÷ (thickness in inches), with a maximum of 220°C/hr. Induction systems maintain precise, programmable ramp rates throughout the cycle.
Minimum soak time is typically 1 hour per 25mm of section thickness, with a minimum of 1 hour. For P91 and P92 steels, longer soak times (2–4 hours) are common to ensure complete carbide precipitation and microstructural stabilisation.
Below 315°C, the component may cool freely in still air. Above 315°C, the maximum cooling rate is typically 275°C/hr ÷ (thickness in inches), not exceeding 275°C/hr. The induction system’s programmable cooling ramp controls the power-down sequence to maintain compliance.
| Parameter | Induction PWHT | Resistance PWHT | Furnace PWHT |
|---|---|---|---|
| Temperature Accuracy | ±5°C (closed-loop) | ±10–20°C | ±15–30°C |
| Energy Efficiency | 85–95% | 60–70% | 30–50% |
| Heat-Up Speed | Very Fast | Moderate | Slow (4–8 hours) |
| Field / In-Situ Use | ✅ Fully portable | ⚠️ Limited | ❌ Shop only |
| Local Heating (Weld Zone Only) | ✅ Precise zone control | ✅ Localised | ❌ Entire component |
| Safe in Confined Spaces | ✅ No flame/fumes | ✅ | ❌ |
| Programmable Thermal Profile | ✅ Full PLC control | ⚠️ Basic | ⚠️ Basic |
| Same Unit for Preheat + PWHT | ✅ Yes | ⚠️ Separate setups | ❌ No |
For a detailed technical comparison of induction versus resistance heating across all applications, see: Induction Heating vs. Resistance Heating — Which Technology Is Superior?
Induction heats the metal from within through eddy currents — not by convection from an external flame or conduction through a pad. This means the weld zone is heated volumetrically and uniformly, with no localised hot spots, no oxidation from combustion products, and no temperature gradient caused by uneven pad contact. The result is a more consistent stress-relief outcome throughout the weld thickness.
This fundamental principle is explained in full in: How Does Electromagnetic Induction Work?
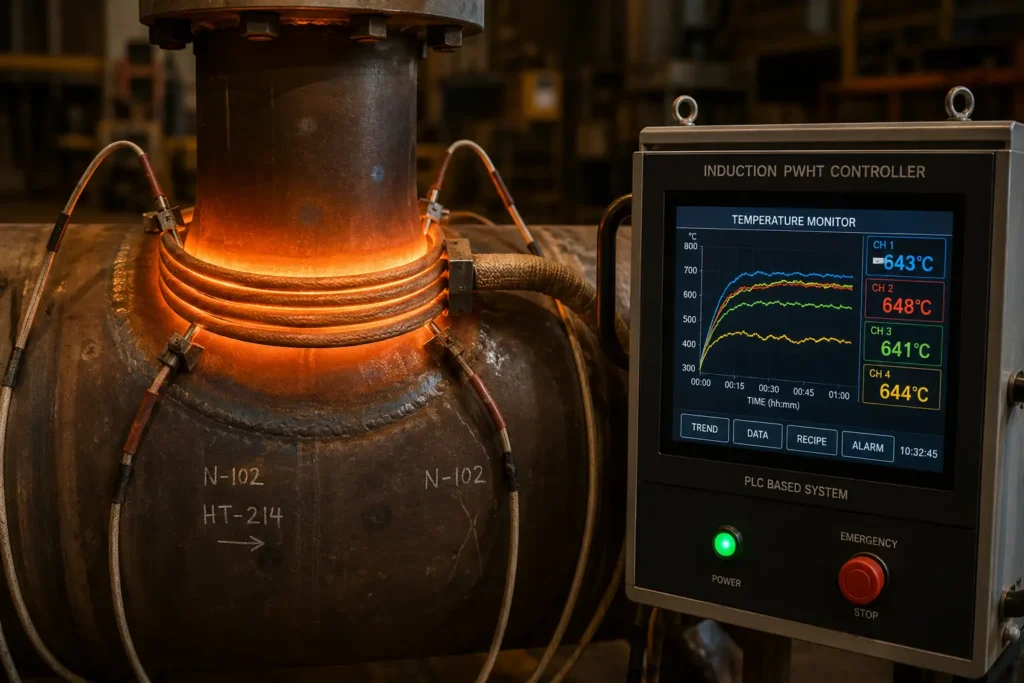
Modern induction PWHT systems integrate with multiple thermocouples attached directly to the weld zone. The PLC-based controller reads temperature in real time and adjusts power output to maintain the target temperature within ±5°C throughout the soak period. This closed-loop control eliminates operator variability — the single biggest cause of non-compliant PWHT in resistance and flame heating operations.
Read more: Smart Induction Heating — Precision and Efficiency in Industry
One of the most significant practical advantages of induction PWHT is that it comes to the weld — not the other way around. For installed pipelines, pressure vessels, and structural components that cannot be transported to a heat treatment shop, induction is the only method that delivers code-compliant PWHT with full temperature recording capability. Modern portable induction heaters can perform PWHT on components from 6″ nominal bore to 60″+ diameter pipelines anywhere on site or offshore.
Explore portable systems: Best Induction Heater for Industrial Applications
A Vivid Metrawatt induction heater can perform preheating before welding and post-weld heat treatment after welding — using the same coil setup, the same thermocouple positions, and the same unit. This eliminates the need to switch between a preheat torch and a resistance PWHT kit — saving setup time, equipment cost, and field logistics.
Induction heating converts 85–95% of electrical input energy into useful heat in the metal. Resistance heating achieves 60–70%. Gas furnaces achieve 30–50%. On a project requiring hundreds of PWHT cycles on a pipeline, the energy cost savings of induction are substantial — and the lower heat loss to surroundings also makes for a safer, cooler working environment for the welding crew.
Every induction PWHT cycle can be logged digitally — time, temperature at multiple thermocouple positions, ramp rate, soak duration, and cooling rate — providing the full audit trail required by ASME, EN ISO, and API quality documentation standards. This is non-negotiable for pressure vessel inspection sign-off and third-party quality audits.
Girth welds on high-pressure pipelines in sour service, hydrogen service, or sub-sea environments require mandatory PWHT per API 1104 and NACE MR0175. Induction is the only practical method for in-situ PWHT on buried or remotely installed pipelines where furnace access is impossible. For applications in global markets, see our supplier pages for Saudi Arabia, UAE, and India.
Chrome-molybdenum steels used in boilers (P11, P22, P91, P92) require PWHT for both code compliance and long-term creep resistance in high-temperature steam service. PWHT on P91 is particularly demanding — requiring precise soak temperatures and times to achieve the correct martensitic microstructure stabilisation. Induction systems with multi-channel thermocouple control deliver the temperature uniformity that P91 requires.
ASME Section VIII mandates PWHT for carbon steel vessels above 38mm nominal thickness, and for all chromium-molybdenum vessels regardless of thickness. Induction provides the local weld-zone treatment needed to avoid heating the entire vessel — which would require crane capacity, furnace access, and months of planning for large assemblies.
Reactor vessels, hydroprocessing equipment, and alkylation unit piping in refineries combine demanding PWHT requirements (NACE/API specifications) with confined-space site constraints that rule out combustion-based heating. Induction is the industry standard for maintenance PWHT in operating refineries.
Marine pressure systems, propeller shaft components, and structural hull welds in high-strength steels all benefit from induction PWHT — particularly given the fire and explosion risks that preclude flame heating in vessel bilge spaces and fuel compartments.
Explore our railway and heavy industry applications: Which Induction Heating Solution Works Best for Railway Applications?
Understanding these standards in depth — particularly the interaction between carbon equivalent, thickness, and required PWHT — is also relevant to calculating preheat requirements. See: What Is the Induction Hardening Process? A Comprehensive Guide
Selecting the appropriate induction heating system for PWHT depends on several critical parameters. Here is what to evaluate:
PWHT requires sustaining high temperatures for extended periods — making power rating a critical specification. Thicker sections, larger pipe diameters, and higher PWHT temperatures demand more power. Vivid Metrawatt offers systems across the full power range for PWHT applications. Explore the range by reading: How to Select an Induction Heater for Steel Heat Work
Code-compliant PWHT requires temperature recording at multiple points around the weld circumference — typically 4–8 thermocouple channels for pipe welds, more for vessel nozzles or complex geometry. Ensure your system supports the required number of channels and provides a chart-recorder-compatible output for the weld quality record (WQR).
Look for a PLC-based system with programmable ramp rates, soak temperature, soak duration, and cooling rate — all configurable per the applicable code requirements for the specific material. The controller should have a data logging output for quality documentation.
For pipe PWHT, a flexible induction cable wound in a helical pattern provides the best temperature uniformity. For complex vessel nozzle geometries or irregular sections, custom coil designs may be required. Read our guide to coil design: Induction Heating Coil Design — Efficiency & Precision Tips
PWHT involves sustained high temperatures — making safety systems non-negotiable. Essential features include over-temperature protection, cooling system failure detection, ground fault protection, and insulation monitoring. For the full safety checklist: What Safety Features Should You Look for in an Induction Heater?
Vivid Metrawatt serves PWHT requirements across our global distribution network, including Germany, USA, Australia, Singapore, and across India including Mumbai, Pune, and Chennai.
Post-weld heat treatment (PWHT) is a controlled thermal process applied to a welded component after welding is complete. It involves heating the weld and surrounding base metal to a specified temperature, holding it for a defined soak period, then cooling in a controlled manner — to relieve residual stresses, improve mechanical properties, and restore metallurgical integrity.
No. PWHT is mandatory for specific material grades, section thicknesses, and service environments as defined by applicable codes — ASME Section VIII, ASME B31.3, API standards, and EN ISO 17663. It is typically required for pressure vessels, pipelines, chrome-molybdenum steels, and applications where hydrogen cracking, stress corrosion cracking, or creep is a concern.
PWHT temperatures vary by material. Carbon steels: 595–650°C. P11 Cr-Mo steels: 700–745°C. P22 Cr-Mo steels: 700–760°C. P91 and P92 steels: 730–790°C. Soak time is typically 1 hour per 25mm section thickness, minimum 1 hour.
Induction PWHT is faster, more energy-efficient (85–95% vs 30–50% for furnaces), fully portable for field use, and delivers precise closed-loop temperature control via thermocouple feedback. It heats only the weld zone — not the entire component — saving energy and enabling in-situ treatment of installed equipment.
Yes. A single induction heating system from Vivid Metrawatt can perform both preheating before welding and post-weld heat treatment after welding — simply by programming different temperature profiles. This eliminates the need for multiple equipment types on site.
Key standards include ASME Section I and VIII (pressure vessels and boilers), ASME B31.1 and B31.3 (power and process piping), AWS D1.1 (structural steel), EN ISO 17663 (welding heat treatment), API 582 (petrochemical), and NACE MR0175 (H₂S service).
Post-weld heat treatment is not a procedural formality — it is the thermal engineering step that determines whether a weld will survive its service life or become a liability. Residual stresses, trapped hydrogen, and hardened microstructures are all products of the welding process itself; PWHT is the systematic response that brings the weld into the mechanical and metallurgical condition its design assumed.
Of all the methods available for PWHT, induction heating delivers the clearest combination of precision, portability, energy efficiency, and code compliance. Whether the application is a P91 boiler header in a power station, a sour-service pipeline in an oil field, or a hydroprocessing reactor in a refinery — induction PWHT gets to the temperature you need, holds it where you need it, documents everything for quality records, and does it faster and more efficiently than any alternative.
Vivid Metrawatt Global’s induction heating systems are engineered for the complete welding heat treatment cycle — from the first preheat pass before welding begins, through the inter-pass temperature management that induction preheating enables, to the full PWHT cycle that closes out the quality record. One system. One standard. Every weld.
Further reading to complete your knowledge on induction heat treatment:
🔥 Need a PWHT Solution That Works in the Field?
Vivid Metrawatt’s induction heating systems deliver code-compliant post-weld heat treatment anywhere your weld is — pipeline, pressure vessel, or structural fabrication shop. Precise. Portable. Documented.