
Manufacturing engineers and maintenance teams often struggle with inefficient heating processes, wasting energy on equipment that doesn’t match their workpiece requirements. Choosing the wrong induction heating frequency leads to incomplete penetration, surface-only heating, or unnecessarily long cycle times.
Imagine investing thousands in an induction heating system only to discover it can’t heat your thick steel components thoroughly, leaving cold cores and structural weaknesses. Or picture purchasing high-power equipment for simple surface treatments when a more economical solution exists. Every day, facilities operate with mismatched frequency systems, paying 40-60% more in energy costs while achieving subpar results and extended production cycles.
Understanding the fundamental differences between low-frequency and high-frequency induction heating transforms your equipment selection process from guesswork to precision engineering. This comprehensive guide breaks down frequency selection science, revealing exactly which frequency range suits your specific heating applications, material thicknesses, and production requirements for maximum efficiency and optimal results.
Induction heating frequency refers to the rate at which alternating current oscillates in the induction coil, measured in Hertz (Hz) or kilohertz (kHz). This frequency directly controls how deeply electromagnetic energy penetrates into your workpiece, fundamentally determining which applications succeed or fail.
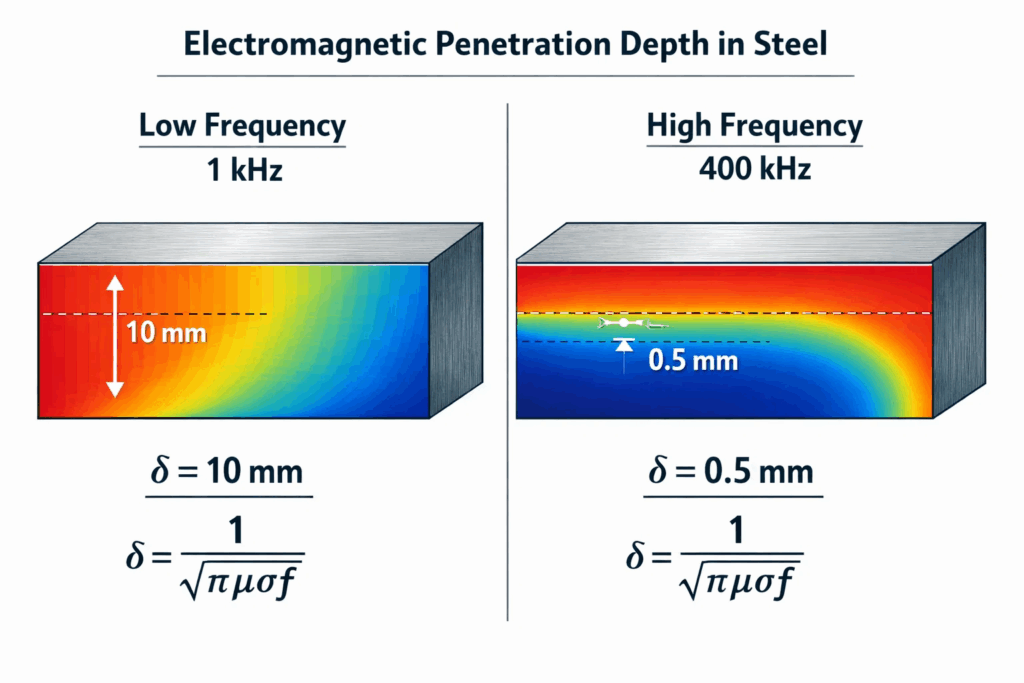
The relationship between frequency and penetration follows a precise physical law: higher frequencies produce shallower heating depths, while lower frequencies penetrate deeper into materials. This occurs because electromagnetic fields decay exponentially as they travel through conductive materials, with the decay rate increasing proportionally with frequency.
Frequency classifications in industrial induction heating:
Understanding how electromagnetic induction works provides the foundation for selecting appropriate heating frequencies for specific industrial applications.
Why frequency selection impacts everything:
Heating depth control: Frequency determines the reference depth (skin depth) where heating intensity drops to 37% of surface value. At 1 kHz in steel, skin depth is approximately 2.2mm; at 400 kHz, it’s only 0.11mm—a 20× difference affecting heat distribution dramatically.
Energy efficiency: Matching frequency to application minimizes wasted energy. Attempting to heat thick sections with high frequency wastes power heating only the surface, while using low frequency for thin materials reduces coupling efficiency and extends cycle times unnecessarily.
Equipment design: Frequency dictates power supply design, coil construction, and cooling requirements. Low-frequency systems require different capacitor banks, cable sizes, and switching components compared to high-frequency units, directly affecting capital costs and operational complexity.
The distinction between low and high-frequency induction heating extends far beyond simple speed differences. Each frequency range exhibits unique characteristics that make it ideal for specific applications while ineffective for others.
See the comparison table below:
| Characteristic | Low-Frequency (1-10 kHz) | High-Frequency (100-500 kHz) |
|---|---|---|
| Penetration Depth | Deep (5-20mm in steel) | Shallow (0.1-1mm in steel) |
| Heating Pattern | Through-heating, volumetric | Surface heating, localized |
| Typical Workpiece Size | Large, thick components (50-500mm) | Small, thin parts (5-50mm) |
| Heating Time | Longer (minutes to hours) | Faster (seconds to minutes) |
| Power Requirement | High power (50-500 kW) | Lower to moderate (5-100 kW) |
| Coil Design | Larger air gaps, simpler geometry | Tight coupling, complex shapes |
| Equipment Cost | Moderate to high | Lower to moderate |
| Energy Efficiency | High for thick materials | High for thin materials |
Heating distribution differences:
Low-frequency advantages:
High-frequency advantages:
When comparing induction heating vs resistance heating methods, frequency selection becomes even more critical for achieving specific metallurgical outcomes.
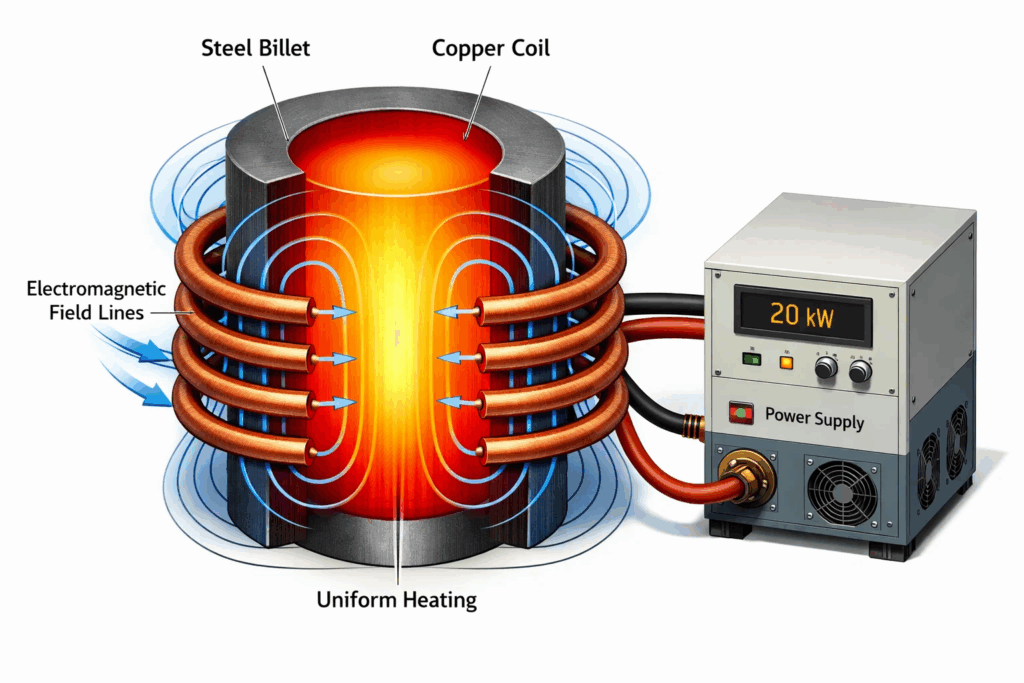
Low-frequency induction heating operates on the principle of deep electromagnetic field penetration, enabling uniform volumetric heating of large, thick components that require through-heating rather than surface treatment.
The low-frequency heating mechanism:
When alternating current at frequencies between 1 kHz and 10 kHz flows through an induction coil, it generates an electromagnetic field that extends deeply into conductive workpieces. The lower oscillation rate allows the field to penetrate substantially before being attenuated by eddy current opposition, creating heat throughout the material’s cross-section rather than just at the surface.
Physical principles at work:
At low frequencies, the reference depth (δ) increases according to the formula: δ = √(2ρ/μω), where ρ is resistivity, μ is magnetic permeability, and ω is angular frequency (2πf). For steel at 1 kHz and 20°C, this yields approximately 2.2mm reference depth, meaning significant heating occurs to depths of 6-10mm (3-4× reference depth).
Typical low-frequency system components:
Power supply: Solid-state inverters or older SCR-controlled units converting line frequency (50/60 Hz) to the desired output frequency. Modern systems employ IGBT technology for frequencies up to 10 kHz, providing precise power control and energy efficiency exceeding 90%.
Induction coil: Robust copper tubing (typically 10-25mm diameter) formed into geometries matching workpiece shape. Low-frequency coils tolerate larger air gaps (5-15mm) between coil and workpiece compared to high-frequency requirements, simplifying loading/unloading operations and reducing wear.
Workpiece handling: Often involves automated loading systems, rotation mechanisms for uniform heating, and enclosed coil designs that heat multiple parts simultaneously, maximizing throughput for production environments.
Understanding induction heating coil design principles ensures optimal coupling and heating efficiency regardless of frequency selection.
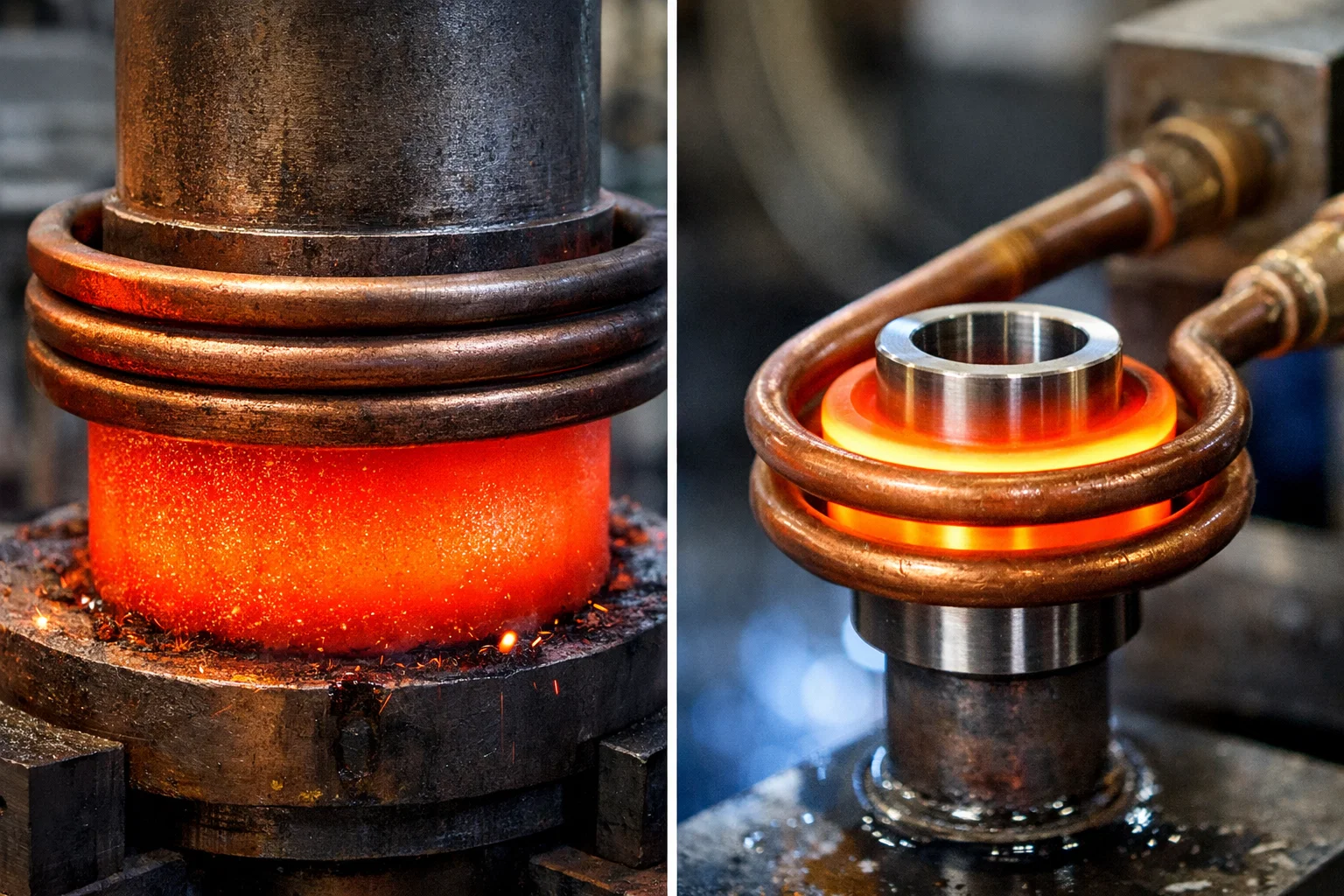
High-frequency induction heating concentrates electromagnetic energy at the workpiece surface, creating rapid, localized heating ideal for hardening, brazing, and processing thin components without affecting the core material.
The high-frequency heating mechanism:
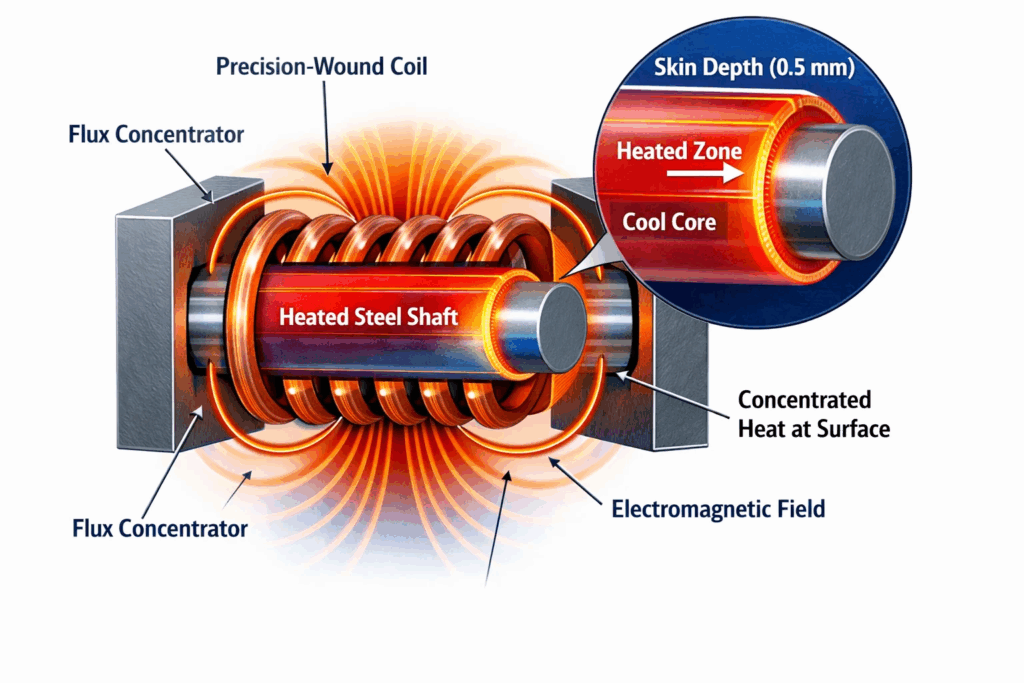
At frequencies between 100 kHz and 500 kHz, electromagnetic fields oscillate so rapidly that skin effect dominates heat generation. The alternating field induces eddy currents concentrated in a thin surface layer, typically 0.1-1mm deep in steel, where resistance heating occurs intensely while the core remains relatively cool.
Why high frequency stays at the surface:
The skin effect results from electromagnetic self-shielding: eddy currents induced in outer layers create opposing magnetic fields that partially cancel the applied field in deeper regions. At higher frequencies, this cancellation becomes more complete, confining current flow (and therefore heating) to progressively thinner surface layers. At 400 kHz in steel, the reference depth is merely 0.11mm—one-twentieth the depth achieved at 1 kHz.
High-frequency system characteristics:
Power electronics: Solid-state RF generators using MOSFET or IGBT transistors switched at frequencies from 100 kHz to several megahertz. These compact units deliver 5-100 kW, offering precise power control with millisecond response times for consistent results across thousands of cycles.
Induction coils: Precision-formed copper tubing (typically 3-10mm diameter) or flat copper strips configured to match workpiece geometry exactly. High-frequency coils require minimal air gaps (1-3mm) for efficient coupling, often incorporating soft magnetic flux concentrators to direct field precisely where heating is needed.
Cooling requirements: High current densities in small conductors generate substantial heat, necessitating efficient water cooling systems flowing 4-15 liters per minute through hollow coils. Proper cooling maintains coil integrity and prevents power losses from conductor heating.
Many facilities implement best induction heater for industrial applications based on their specific frequency requirements and production volumes.
Low-frequency induction heating excels in applications requiring deep, uniform heating of large components where through-heating is essential for metallurgical processes or dimensional requirements.
Primary low-frequency applications:
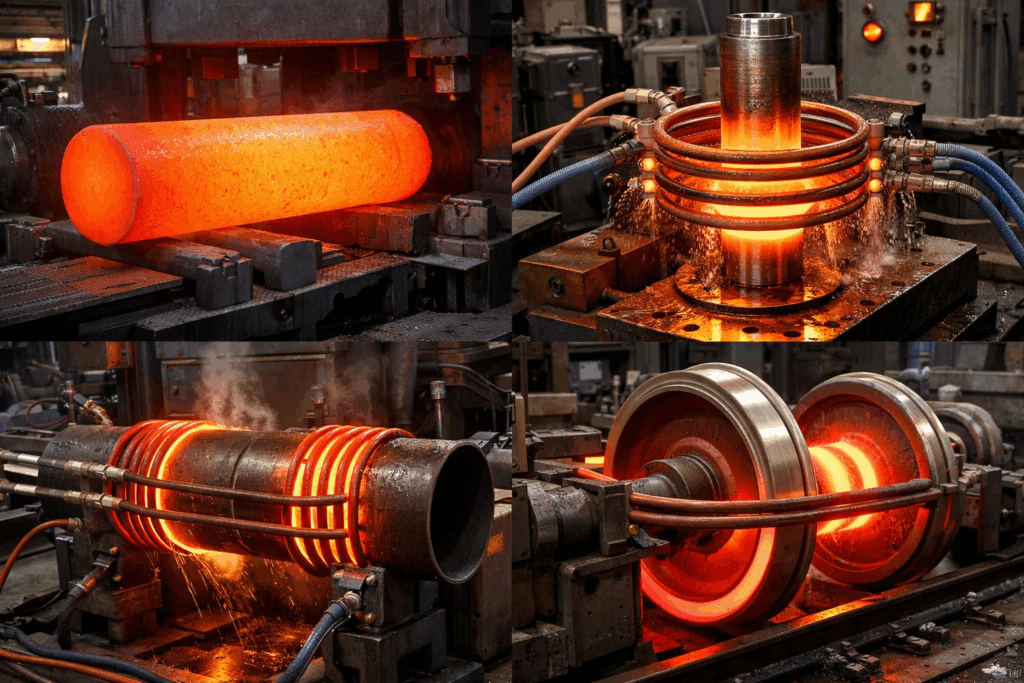
1. Forging and hot forming operations
Pre-heating steel billets, bars, and blooms before forging requires uniform temperature throughout the cross-section to prevent cracking and ensure proper material flow. Low-frequency systems (typically 1-3 kHz) heat components from 50mm to 500mm diameter to forging temperatures (1000-1250°C) uniformly, eliminating cold spots that cause die damage or defective parts.
Modern induction forging operations achieve 30-40% energy savings compared to gas furnaces while reducing heating time from hours to minutes.
2. Through-hardening of large components
Shafts, gears, and structural components requiring hardness throughout their entire cross-section benefit from low-frequency heating (3-10 kHz for 25-100mm sections). The deep heating pattern ensures uniform austenite formation before quenching, achieving consistent hardness from surface to core without the brittleness risks of case-hardening.
3. Stress relieving and tempering
Post-weld heat treatment and tempering operations for thick-walled pressure vessels, pipe assemblies, and structural welds employ low-frequency heating to minimize thermal gradients that could induce additional stresses. The gradual, uniform heating pattern (typically 600-650°C for tempering) prevents distortion while achieving required metallurgical changes.
4. Shrink fitting of large assemblies
Heating bearing housings, gear hubs, and wheel sets for railway applications requires uniform expansion without distortion. For induction heating solution for railways, low-frequency systems (1-5 kHz) heat components from 100-500mm diameter uniformly to 150-250°C, enabling proper shrink fit assembly without thermal damage or dimensional changes.
5. Pipeline heating and coating
Oil and gas pipeline installations in cold climates require preheating before welding or coating application. Low-frequency coils encircle pipes from 100-1200mm diameter, heating the entire circumference and wall thickness uniformly to required temperatures (150-400°C) without hot spots that damage coatings or metallurgy.
High-frequency induction heating dominates applications requiring surface treatment, localized heating, or processing of thin materials where minimal heat-affected zones and rapid cycles are priorities.
Primary high-frequency applications:
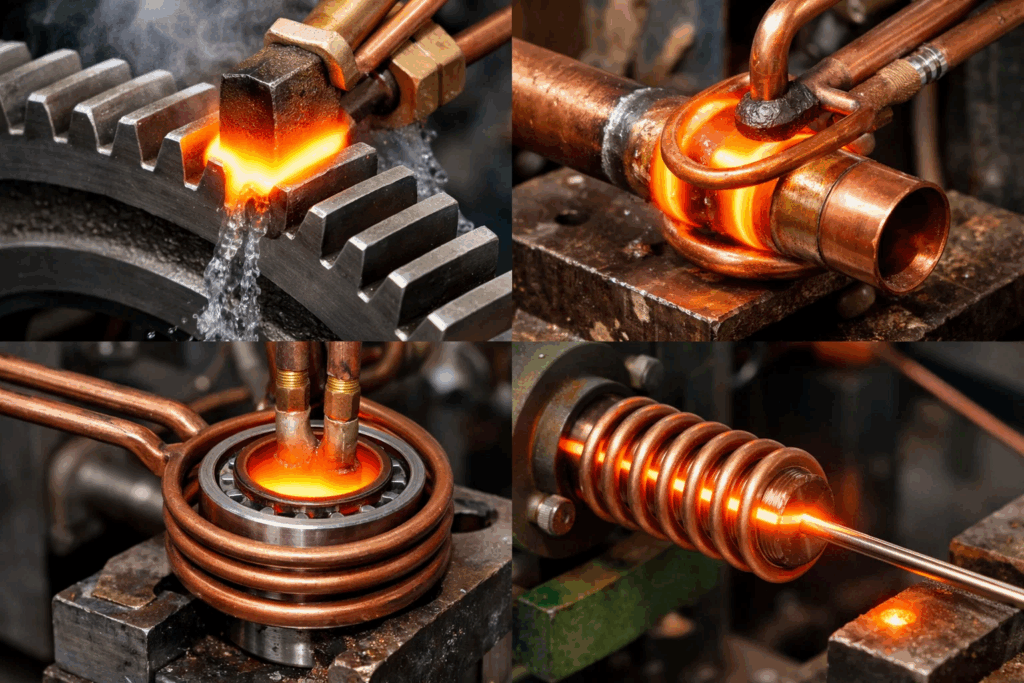
1. Surface hardening and case hardening
Hardening gear teeth, cam lobes, crankshaft journals, and bearing races requires creating a hard, wear-resistant surface (58-64 HRC) while maintaining a tough, ductile core. High-frequency heating (100-400 kHz) rapidly heats the surface layer to austenizing temperature (850-900°C) in 2-10 seconds, followed by immediate quenching. The thin hardened case (0.5-3mm) provides excellent wear resistance without the brittleness of through-hardening.
Learn more about induction heating gear heat treatment techniques for automotive and power transmission applications.
2. Brazing and soldering
Joining copper pipes, carbide tool tips, heat exchanger assemblies, and electronic components requires precise, localized heating to brazing temperature (600-1000°C) without overheating adjacent areas. High-frequency systems (200-450 kHz) concentrate heat exactly where needed, melting filler metal in 3-15 seconds with minimal thermal impact on base materials or nearby components.
3. Shrink fitting of precision bearings
Installing precision bearings on shafts requires heating the inner race to 80-120°C for thermal expansion without distorting the bearing or affecting metallurgy. High-frequency induction (300-450 kHz) heats the inner race selectively in 15-45 seconds, leaving outer race and rolling elements cool for immediate installation.
For shrink fitting applications, high-frequency precision heating ensures dimensional accuracy and prevents bearing damage.
4. Wire and cable annealing
Continuous annealing of copper and aluminum wire, cable strands, and tubing requires surface heating to recrystallization temperature (300-450°C) without melting or overheating. High-frequency systems (150-400 kHz) heat wire from 0.5-10mm diameter as it passes through induction coils at speeds up to 10 meters per second, improving ductility and workability for subsequent operations.
5. Plastic welding and sealing
Heating metallic inserts or coatings embedded in plastics for welding, sealing, or bonding operations uses high-frequency induction (300-500 kHz) to heat only the metal rapidly (2-5 seconds) to 180-280°C. The plastic adjacent to the metal softens and bonds without bulk heating that would distort the part or damage sensitive components.
6. Bolt removal and seized fastener loosening
Removing corroded, seized, or thread-locked fasteners without damaging surrounding components requires localized heating. For bolt removal using induction heating, high-frequency coils (200-400 kHz) heat the fastener in 10-30 seconds, breaking corrosion bonds through thermal expansion without torch flames that risk fire or damage.
Choosing between low-frequency and high-frequency induction heating requires analyzing multiple technical and operational factors to match system capabilities with application requirements.
Critical selection criteria:
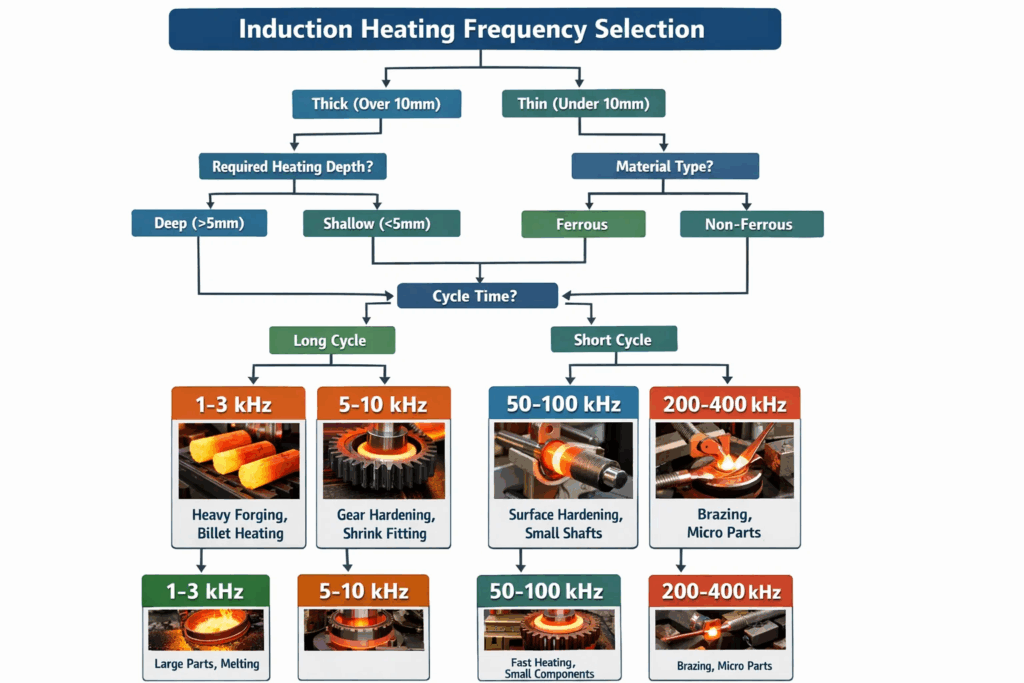
1. Material thickness and required heating depth
Rule of thumb: Heating depth should be approximately 2-3 times the reference depth at your chosen frequency. For through-heating a 50mm diameter steel bar, use 1-3 kHz (reference depth 1.4-2.5mm, effective heating to 6-12mm). For surface hardening 1mm deep, use 200-400 kHz (reference depth 0.15-0.11mm, effective heating to 0.5-1.2mm).
2. Material properties
Different materials require frequency adjustments based on electrical resistivity and magnetic permeability:
3. Production cycle time requirements
High-volume production often justifies high-frequency systems despite higher equipment costs due to dramatically faster cycle times. A bearing heating operation taking 45 seconds at 400 kHz might require 3-5 minutes at 10 kHz—unsuitable for mass production environments producing thousands of units daily.
4. Heating uniformity requirements
Applications demanding uniform temperature distribution across complex geometries often benefit from lower frequencies that “wrap around” features better. High-frequency fields concentrate at sharp edges and corners (edge effect), potentially causing overheating at these locations unless coil design compensates.
5. Power requirements and energy costs
Match power supply capacity to application needs. Through-heating large forgings requires 50-500 kW at low frequencies, while surface treatments typically need 10-100 kW at high frequencies. Consider that higher-frequency systems generally exhibit better power-to-workpiece coupling efficiency (75-90%) compared to low-frequency systems with large air gaps (60-80%).
When selecting an induction heater for steel heat treatment work, evaluate total cost of ownership including energy consumption, maintenance, and production efficiency.
6. Equipment costs and footprint
High-frequency systems typically cost less for equivalent power ratings due to smaller transformers, capacitors, and simpler cooling requirements. However, low-frequency systems may handle multiple workpieces simultaneously, potentially offering better cost-per-part economics despite higher initial investment.
Even experienced engineers sometimes select inappropriate frequencies, leading to inefficient processes, poor results, and unnecessary equipment costs. Recognizing these frequent errors helps you avoid costly mistakes.
Mistake #1: Using high frequency for thick sections
Why it’s problematic: Attempting to heat thick components (>25mm) with high-frequency induction (>100 kHz) results in severe surface overheating before the core reaches target temperature. The intense surface heating can cause metallurgical damage, oxidation, or even melting while the core remains cold, creating massive thermal gradients that induce cracking and distortion.
Correct approach: For sections exceeding 25mm requiring through-heating, use frequencies below 10 kHz. If faster heating is desired, accept the need for high power (100-500 kW) at appropriate low frequencies rather than attempting to compensate with higher frequencies.
Mistake #2: Using low frequency for thin materials
Why it’s problematic: Heating thin sheets, wires, or small components (<5mm) with low-frequency induction suffers from poor coupling efficiency. The deep penetration wastes energy heating air or tooling rather than concentrating in the workpiece, extending cycle times and increasing energy costs by 40-70% compared to properly matched frequencies.
Correct approach: For materials thinner than 5mm or requiring surface-only heating, use frequencies above 100 kHz for efficient coupling and rapid heating cycles.
Mistake #3: Ignoring material magnetic properties
Why it’s problematic: Failing to account for the Curie point transition in ferromagnetic materials leads to process problems. Steel heated above 770°C loses its magnetic properties, dramatically changing coupling characteristics. A system designed for low-frequency heating of cold steel may struggle to maintain power transfer once the workpiece exceeds Curie temperature.
Correct approach: For applications heating ferromagnetic materials above Curie point, design systems with adequate power capacity (typically 30-50% higher) to maintain heating rates after magnetic transition, or employ frequency adjustment strategies.
Mistake #4: Overlooking edge effects at high frequency
Why it’s problematic: High-frequency electromagnetic fields concentrate at sharp edges, corners, and points (edge effect), potentially causing localized overheating and surface damage. Gear tooth tips, sharp corners, and thin sections overheat rapidly while adjacent flat surfaces lag behind, resulting in non-uniform treatment and defects.
Correct approach: When using high frequencies on complex geometries, employ coil designs incorporating flux concentrators, use scanning/moving coils to average heating, or select slightly lower frequencies (medium frequency range) that reduce edge effect severity.
Mistake #5: Selecting frequency based on equipment availability alone
Why it’s problematic: Using existing equipment with inappropriate frequency “because we already have it” leads to compromised results, excessive energy consumption, or even process failure. Many facilities struggle with poor outcomes because they force applications to fit available equipment rather than specifying proper solutions.
Correct approach: Evaluate application requirements first, determine optimal frequency range, then select equipment accordingly. If existing equipment doesn’t match needs, consider whether process modifications, tooling changes, or equipment upgrades would improve efficiency enough to justify investment.
Mistake #6: Neglecting coil design requirements
Why it’s problematic: Different frequencies impose dramatically different coil design constraints. High-frequency coils require tight coupling (1-3mm gaps), precise geometry, and may need flux concentrators, while low-frequency coils tolerate larger gaps (5-15mm) and simpler geometry. Attempting to use a coil designed for one frequency range at another frequency yields poor results.
Correct approach: Design coils specifically for the chosen frequency and application. Invest in proper coil fabrication and understand that coil replacement or modification may be necessary when changing processes or frequencies.
Understanding safety features in induction heaters prevents accidents regardless of frequency selection while maintaining operational efficiency.
For surface hardening gear teeth, use high frequencies between 200-400 kHz depending on tooth size and required case depth. Larger gears (module 4-8) typically use 200-250 kHz for 1.5-2.5mm case depth, while smaller gears (module 1-3) use 300-450 kHz for 0.8-1.5mm depth. The higher frequency concentrates heating at the surface, creating the hard case while leaving the core tough and ductile for maximum gear durability.
No, practical limitations prevent single units from covering both frequency ranges effectively. Power supplies designed for 1-10 kHz use different electronics, capacitors, and control systems than units for 100-500 kHz. Some manufacturers offer dual-frequency systems covering narrower ranges (e.g., 10-50 kHz) for specific multi-process applications, but you cannot efficiently perform deep heating at 1 kHz and precision surface work at 400 kHz with the same equipment.
Frequency affects efficiency through coupling effectiveness. Properly matched frequency achieves 70-90% energy transfer to workpiece, while mismatched frequency drops to 40-60% efficiency. Using high frequency for thin materials or low frequency for thick sections optimizes energy use. However, total energy depends more on workpiece mass, temperature rise, and heating time than frequency alone. Match frequency to application for best efficiency rather than assuming one frequency range is inherently more efficient.
Medium frequency serves as a compromise for applications requiring moderate heating depths (2-8mm) or processing variable part sizes. It provides better penetration than high frequency while offering faster heating than low frequency. Medium frequency works well for shaft hardening, bolt heating, aluminum forging, and general-purpose industrial heating where extreme penetration or surface concentration aren’t critical.
When ferromagnetic steel exceeds 770°C (Curie point), it becomes non-magnetic, drastically reducing coupling efficiency at low frequencies. Power transfer drops 40-60%, slowing heating rates or stalling temperature rise. Systems heating steel above Curie point require higher power capacity or frequency adjustment strategies. Some advanced systems increase frequency as temperature rises to maintain efficient coupling throughout the heating cycle from cold to peak temperature.
Start with required heating depth: divide by 3 to get target reference depth (δ). Use the formula f = ρ/(2πμδ²) where ρ is resistivity, μ is permeability, and δ is reference depth. For steel at room temperature (ρ = 2×10⁻⁷ Ωm, μ = 100μ₀), targeting 1mm reference depth yields approximately 300 kHz. This provides a starting point; optimize through testing considering coil geometry, production rate, and equipment availability.
Generally yes, but with limitations. Higher frequencies concentrate energy at the surface, enabling rapid heating for thin layers. However, extremely high frequencies (>500 kHz) may actually reduce efficiency due to increased skin effect in the coil itself, requiring larger conductors and better cooling. For most surface treatments, 200-400 kHz provides the best balance of speed, efficiency, and equipment practicality.
The choice between low-frequency and high-frequency induction heating fundamentally determines process success, energy efficiency, and production economics. Low frequencies excel at through-heating thick components uniformly, while high frequencies enable rapid surface treatments with minimal core heating.
Success in induction heating requires matching frequency to three critical factors: required heating depth, material thickness, and production cycle requirements. Thick sections demanding uniform heating need low frequencies (1-10 kHz), while surface treatments and thin materials require high frequencies (100-500 kHz). Between these extremes, medium-frequency systems (10-100 kHz) serve many general-purpose applications effectively.
Don’t compromise by forcing your application to fit available equipment. Instead, specify the optimal frequency for your process requirements, then select equipment that delivers that frequency efficiently. The investment in properly matched systems pays dividends through faster cycles, lower energy costs, better quality, and reduced maintenance.
Ready to implement the right induction heating solution for your application? Contact Vivid Metrawatt today for expert guidance on selecting the optimal frequency range for your specific heating requirements. With nearly 30 years of experience in electrical testing and induction heating equipment, our team can help you specify systems that maximize efficiency and deliver consistent results for your production needs.

